Product Description
Products are mostly used in hospitals, laboratories and many more places to separate the component presents in the liquid. These products are basically operated by an electric motor, which rotates the components. These products are widely appreciated in hospitals as these Chemical Centrifuge Machines are very efficient, easy to operate and long lasting. We offer these products in various specifications to meet its requirements.
The advantages of the Centrifuge Machine :
- Nominal time for removal of cake
- Dual increase in the total production capacity
- slight cake handling loss
- Manual contact with cake is avoided
- Can be easily mounted
- Cake spillage on the floor is nil
- More volumetric charge per machine
- Easy preservation of the basket
- Even allocation of slurry
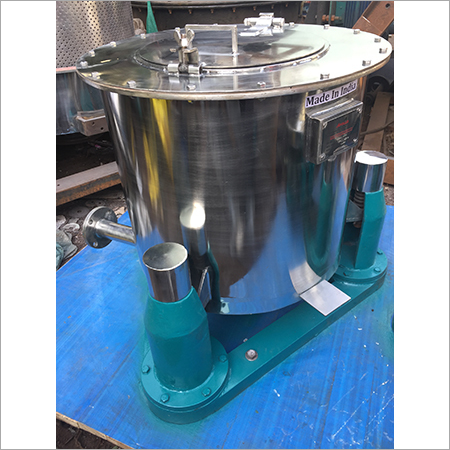
High-Capacity Industrial PerformanceEngineered for large-scale industrial applications, this chemical centrifuge offers capacities from 20 up to 500 kg per hour. Its single-shaft construction and electrical heating system ensure robust operation in intensive separation tasks. The painted, silver surface delivers longevity, making it a dependable choice for manufacturers, exporters, and suppliers across India.
Advanced Automation and ControlThe system stands out with its PLC-based automatic control, streamlining operational workflows. Users benefit from efficient automation, reducing manual intervention and enhancing overall safety. Each detail, from the AC motor to the PLC programming, is optimized for simple integration and maximum productivity in complex industrial processes.
FAQ's of Chemical Centrifuge Machine:
Q: How does the chemical centrifuge machine operate automatically?
A: The centrifuge features a PLC control system that allows for fully automatic operation. This ensures consistent speed, temperature, and cycle times, with minimal manual input, providing reliability and safety during separation processes.
Q: What is the processing capacity of the machine and what substances can it handle?
A: The machine accommodates capacities between 20 and 500 kg/hr, making it suitable for various industrial chemical separation and filtration tasks. It is engineered to work with a broad range of chemical solutions and industrial mixtures.
Q: When should the centrifuge be used in industrial settings?
A: This centrifuge should be employed whenever efficient, high-capacity separation of chemical mixtures is needed-particularly in large-scale manufacturing or processing plants where rapid and reliable component isolation is essential.
Q: Where is this centrifuge machine typically installed?
A: The machine is generally installed within industrial facilities or chemical processing plants across India. Its robust build and automated controls make it ideal for use in operations running continuous or batch production processes.
Q: What is the process followed by this centrifuge for chemical separation?
A: The machine utilizes centrifugal force generated by a single shaft, combined with electrical heating, to separate components based on density differences. Automated PLC controls monitor and adjust the process parameters for optimal results.
Q: How does the electrical heating system benefit the centrifuge's operation?
A: The integrated electrical heating system maintains proper process temperatures, promoting efficient separation and preventing coagulation or unwanted reactions during chemical processing.
Q: What are the major advantages of choosing this centrifuge from an Indian exporter or manufacturer?
A: Opting for this centrifuge ensures quality craftsmanship, local technical support, timely supply, and adherence to industrial standards. As a product from a reputed Indian exporter and manufacturer, it delivers reliability and long-term value.